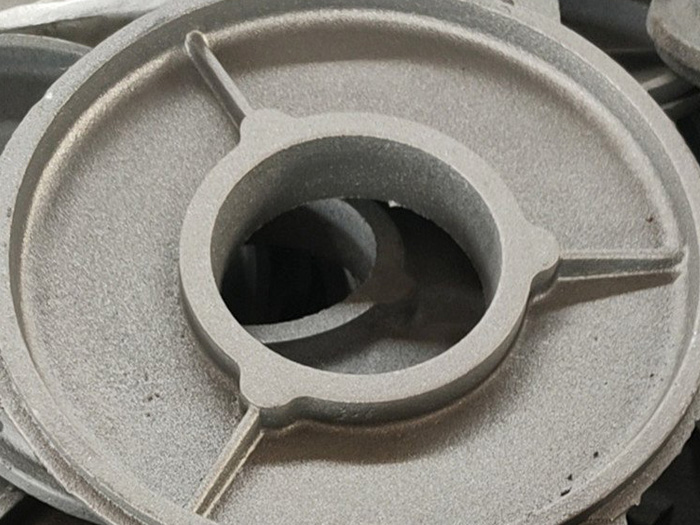
澆鑄鋁鑄件以鋁合金為原料,經熔融澆鑄、冷卻成型,工藝成熟、成本適中,可制成復雜結構件。產品密度小、強度良好、導熱導電性能佳,廣泛應用于機械、泵閥、電機、汽車及五金配件。尺寸穩定、易加工,適合批量生產,是工業裝備中輕量化、高性價比的關鍵零部件。
提升
澆鑄鋁鑄件尺寸精度的核心手段
優化模具設計與制造
模具是尺寸精度的基礎,需采用高強度模具鋼(如 H13)經精密加工(CNC 加工中心、EDM 電火花成型)確保型腔尺寸公差≤±0.01mm;設置合理的分型面與導向機構,減少合模錯位;針對易變形部位增設加強筋,同時設計隨形冷卻水路,維持模具溫度均勻(±5以內),避免因局部溫差導致的鑄件收縮不均。
控制壓鑄工藝參數
壓射階段需匹配合適的壓射速度(薄壁件 3-5m/s,厚壁件 1-3m/s)和比壓(50-120MPa),確保合金液平穩充型、無紊流;保壓壓力需達到壓射壓力的 80%-90%,保壓時間根據壁厚設定(1-5s),減少凝固收縮導致的尺寸偏差;模具預熱溫度控制在 150-250(依合金型號調整),避免低溫模具導致的激冷收縮不均。
強化設備與過程管控
采用伺服驅動壓鑄機(重復定位精度≤0.02mm),確保壓射與合模的穩定性;定期校準設備壓力、溫度傳感器(每月 1 次);對首件進行三坐標測量,批量生產中每小時抽檢關鍵尺寸,及時反饋調整工藝。
通過以上措施,可將
澆鑄鋁鑄件尺寸公差穩定在 IT8-IT9 級,滿足汽車、電子等領域的精密要求。核心在于 “源頭控制(模具 + 材料)+ 過程精細(工藝 + 設備)+ 后處理補充” 的全流程協同。